
 One of the unique advantages of photo etching is the ability to produce some very small features. We've talked about small holes and fine line widths for screens and leadframes, but making overall tiny parts is one of the things that etching does particularly well.
One of the unique advantages of photo etching is the ability to produce some very small features. We've talked about small holes and fine line widths for screens and leadframes, but making overall tiny parts is one of the things that etching does particularly well.
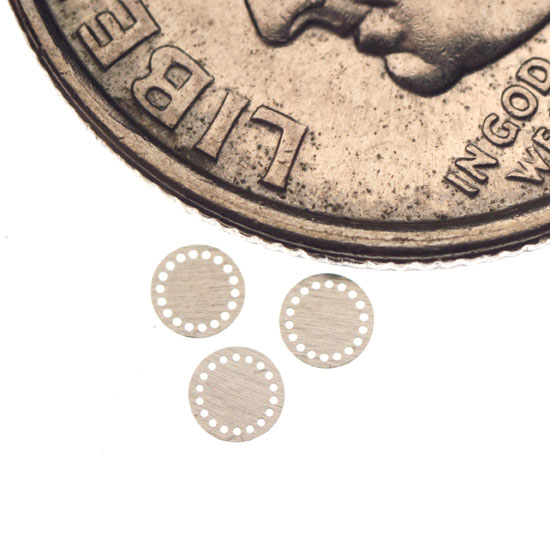
The photo shows etched stainless encoder discs that are .100" in diameter.
In production, we have produced parts as small as .020" diameter, which is about the thickness of a credit card. Theoretically, we can produce parts as small as .005" diameter on metal that is .002" thick.
Ideally, we prefer to tab really small parts into arrays. This process significantly improves yield and makes handling much easier. We run a job that has 40,000 parts tabbed into a 12 x 12 sheet. Because of the tabbing, the yield is nearly 100%.
Tabbing is also an advantage in storage and handling, particularly if the parts are delicate. Tiny etched parts can be accurately inventoried in arrayed sheets. The sheets can be easily issued to manufacturing.
Depending on the part design and metal thickness, tabbed parts are readily removed at assembly either by snapping off the tab or simply cutting with small nippers or even cuticle scissors for very thin metals.
Because there are no mechanical issues, such as tool offset or beam width for directed energy cutting, the design of small parts can be very intricate. Very small parts include leadframes, tiny springs and retainers, tuning dots for RF and microwave applications and many more.
As long as the photo etching design rules are observed, even very small parts can incorporate features that could not be produced any other way.
 The spring contact pictured is about .250" in diameter at 1:1 scale. The flat blank was photo etched in .005" beryllium copper and the contact parts were formed after etching.
The spring contact pictured is about .250" in diameter at 1:1 scale. The flat blank was photo etched in .005" beryllium copper and the contact parts were formed after etching.

The stainless steel sutures at right were also produced by photo etching. These parts were not tabbed in the sheet, but were produced using the "drop out" method.
"Drop out" etching for very small parts is a two step process where we coat, print, develop and etch one side of the part about half way through the metal. Then we strip and re-process the metal leaving a solid skin of resist on the already-etched side and then etch through from the other side. In this case there is extra handling involved and the final stripping must be done by hand rather than by machine. But it may be the best solution for some very small parts.
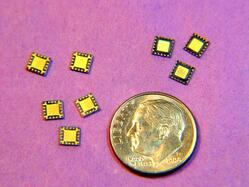 We've talked before about photo etching for microelectronics packaging. The photo at left illustrates some small semiconductor chips bonded to QFN style etched leadframes.
We've talked before about photo etching for microelectronics packaging. The photo at left illustrates some small semiconductor chips bonded to QFN style etched leadframes.
Some of the smallest chips are on a 3mm x 3mm die, less than 1/8 of an inch square.
Leadframes are produced tabbed in sheets so the die and wire bonding operations can be automated.
Photo chemical etching is a cost effective and versatile option for many kinds of small parts fabricating. Please feel free to contact us with any questions.
