
What are common issues in fabricating precision aluminum components?
Published by
Kathleen Stillman
on
What are the most well known processes for fabricating metal parts?
For parts designed to be fabricated from aluminum sheet, strip or foil, the most well-known options are:
- Milling
- Laser Cutting
- Plasma Cutting
- Metal Stamping
- Water Jet Cutting
Although each of these processes have “sweet spots” in terms of being best-suited to a particular type of application, each of them also has unique challenges when fabricating aluminum.
What are the issues in conventional metal fabricating processes for aluminum?
- As a light metal with comparatively low melting temperature, aluminum can become gummy and stick to cutting tools in milling
- Due to its high reflectivity, aluminum is difficult to fabricate by laser which can induce heat affected zones, altering the metal’s characteristics and potentially generating hazardous dust.
- Plasma cutting is also challenging because aluminum melts at 650 Celsius. Plasma cutters operate up to 25,000 Celsius leaving a very short exposure time before the material is obliterated.
- Stamping dies can be expensive and can have long lead times.
- Water jet tolerances are typically greater than precision components can require.
Is there another alternative?
The question that is rarely, if ever, asked is whether there is another fabricating alternative for aluminum that doesn’t come burdened with these common, yet all too real headaches.
The short answer is, yes—there is. Unfortunately, not nearly enough people are aware of the process or its capabilities.
What is it called?
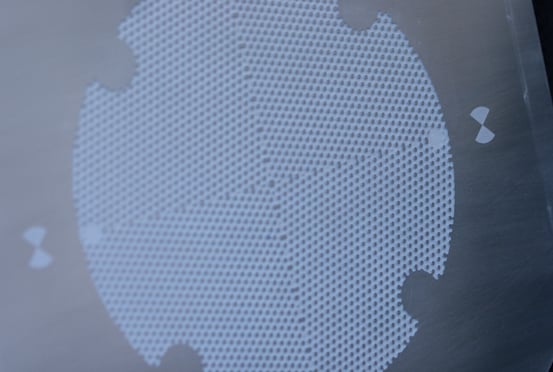
Photo Chemical Machining (PCM), chemical etching, and photo etching are all describing the same process for fabricating metal parts using acid as the medium to cut away metal. It is a multi-step process that involves creating an acid-resistant mask on each sheet of metal (to protect the metal that is the parts), followed by exposure to the etching solution and then neutralizing the acid and removing the masking material. So, there is no “etching machine,” per se. It is a series of activities: clean, laminate, image, develop, etch, and strip that results in producing precision metal parts.
Given the known challenges encountered in the “conventional” fabricating methods discussed above, the logical question is:
How does Photo Etching Aluminum compare with these issues?
- Excess heat: Max temperature exposure in etching is about 55 Celsius (~130 F, like your dishwasher).
- Reflectivity: Etching an ambient light process that has no reflection issues.
- Hazardous dust: Etching is a wet process; there is no dust.
- Expensive stamping dies: Photo tools are typically about $300 and available in a day.
- Loose tolerances: Etching dimensional tolerances are +/- 15% of metal thickness (e.g., +/-.005” on up to .032” material) in etching.
What are the key characteristics of metal parts that can be made by photo etching?
Aluminum parts (and most other metals) can be etched when:
- Material thickness is between .001” to .080”
- Part dimensions range from .020” diameter up to 24” by 58”
- Dimensional tolerances are within +/- 15% of the materials thickness
Then, why doesn’t everyone just etch aluminum and be done with the other problems?
- We didn’t say it was easy. Etching aluminum has a different set of issues:
- Aluminum etches in both acids and bases
- Aluminum oxidizes very readily
- Run-away exothermy is potentially hazardous
So, where do we go with this?
Conard solved these problems over 50 years ago
- Industry-leading proprietary process developed by Conard’s founder, a metallurgist
- Process controls prevent reaction run-away
- Extensive aerospace applications
- For more information about Conard, visit us here.
For more information about the etching process and its capabilities, here are some resources: