
For design and development engineers today, design for manufacturability is a key part of the process. In the "good old days," when I was in purchasing, the drafting department would deposit a mountain of blue prints on my desk and it would be my job to find suppliers who could produce the parts. Often times, the specifications on the parts exceeded the capabilities of the production equipment. The designers wanted tolerances and features that could not be achieved with the technology of the day.
As CAD has become more capable and informed with respect to the "output" systems (CNC machining centers and such), the gap between want and can do is shrinking. The problem we in the metal etching industry face is that the CAD and solid modeling systems are completely blind to the capabilities of our process.
Here are key reasons why designers and engineers should consider photochemical machining as a preferred option for fabricating precision metal parts:
1. No Burrs or Mechanical Deformation: By definition, stamping and punching are shearing metal directionally and burrs are an inescapable consequence. Some alloys will be cold worked at the shear point and may require subsequent annealing. Photo etching simply dissolves the unneeded metal. We call it "stress free machining."
2. No Thermal Distortion: Lasers, plasma and wire EDM can impart significant heat at the cut line. Plasma cutters operate at 25,000 degrees F. Lasers vaporize the metal in their path. EDM actually burns the metal with an electrode. These processes can alter the characteristics of the metal alloys. By contrast, in our process, the highest instantaneous temperature is in the laminating process at 165 deg F for seconds, and the etching lines run at 125 deg F. McDonald's serves its coffee hotter than that.
3. Simultaneity: Both stamping and etching can produce multitudes of holes simultaneously, but punching requires multiple strikes and the linear processes (laser, plasma and EDM) must address each hole one at a time. The more holes required, the more expensive the stamping dies become. But, with a phototool, whether it's one hole or a million holes, the cost of the tool doesn't change and is generally less than $300.
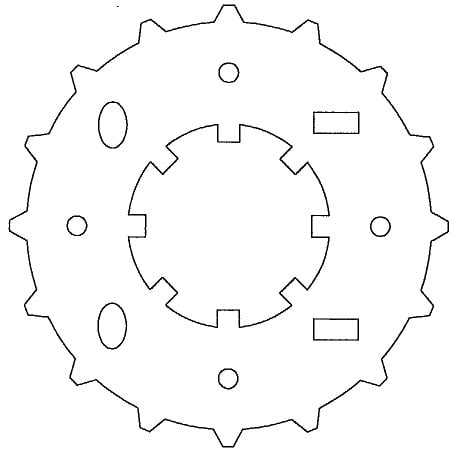
4. Cycle Time: Stamping is obviously the quickest of the lot. In a comparison we recently did of the part pictured below, stamping could produce 2400 parts per hour. The same part would be 800 parts per hour in chemical machining, and 80 parts per hour in a laser.
5. Design Changes are Easy: All we need is a new CAD file and a new piece of film: less than $300 and done in 24 hours.
6. Cost Effectiveness: Here's a cost comparison for the part pictured above which is 2.7 inches in diameter and produced in .020" stainless.
|
|
Photo Etching |
Metal Stamping |
Laser |
Water Jet |
|
Tooling |
$235 |
$10-$13,000 |
N/A |
N/A |
|
1000 |
$2.03 |
$3.85 |
$2.03 |
$3.50 |
|
5000 |
$1.96 |
$1.95 |
|
|
|
10000 |
$1.81 |
$1.80 |
|
|
For more in depth information:
