
The hardest job we face is educating designers and engineers about the capabilities of the photo chemical etching process. Conceptually, it's alien to people who picture stamping and punch presses and laser, water, and plasma cutters for creating metal parts. Each process has it's pluses and minuses, and in some aspects the capabilities have some overlap.
One of the first criteria to think about is quantities. If the application is going to run in the millions, then stamping is the most efficient alternative. But for quantities from dozens to 100,000, then photo etching may prove just as effective, and with a far lower tooling investment -- typically less than $300, no matter how complex the part.
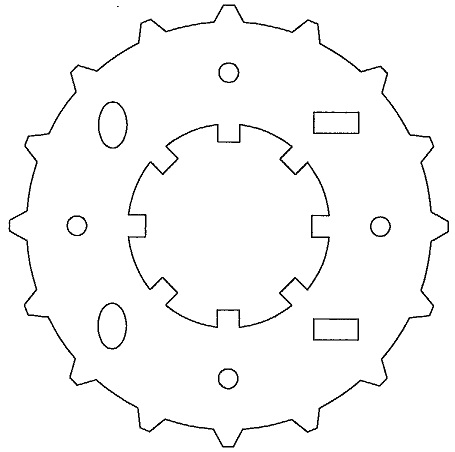
Using photo etching, the test part shown below is no more difficult or costly to make than a simple washer.
Another factor is the material thickness. Most stamping and CNC punching tend to avoid working with very thin materials because of material handling. Plasma and laser cutters are typically not very "thin" friendly due to the heat involved. Water jets avoid the heat problem, but the pressure can be a problem of shredding very thin metals. Although photo etching is practical for a wide variety of thicknesses, its greatest advantage is with the very thin materials, down to .0005", although the typical range is from .001" to .032".
Dimensional accuracy is also an important consideration. Fine blanking is the highest precision option in stamping and can achieve dimensional tolerances of as little as +/-1% of metal thickness, to a practical limit of about +/-.0003". But the tooling can be very expensive. Photo etching typically runs about +/-15% of metal thickness, which still easily accommodates +/-.005" tolerances on materials up to .032" thick. Plasma cutters are reported to hold tolerances to +/-.015", and lasers +/-.005".
Alteration of metal characteristics can be problematic in stamping and punching, as cold working can occur at the shearing points. Some alloys can be annealed afterwards, but many, like 300 series stainless steels, can not be. Laser and plasma cutters impart intense heat and the metal adjacent to the kerf lines may be subject to embrittlement or other thermal distortions. Photo etching, which runs about as hot as your dishwasher (about 130F), poses no threat of inducing thermal or mechanical distortions.
In photo etching, the metal thickness is the key determinant of feature sizes, minimum radius and dimensional tolerances. Through holes or slots must be at least 110% of the metal thickness. Minimum land area between through features should not be less than the metal thickness. And, in general, minimum radius is approximately equal to metal thickness.
Another feature of chemical etching is the sidewall. The etching process occurs from both sides of the sheet, and as the etch depth increases the side wall slopes away from the etch line at the rate of .00025" per .001" of depth. This creates a slightly hexagonal cross section with a small feature we call the "feather" at the breakthrough point.
Simplifying complexity is perhaps one of photo etching's greatest advantages. The process is utterly indifferent to odd shapes, multitudes of holes or other less ordinary features. Photo etching can produce part geometries that would be extremely difficult, if even possible, with stamping or punching. Laser and plasma cutting are more flexible in this regard, however every feature and every hole must be addressed in a linear way, as if tracing with a pencil.
Photo chemical machining has been call "manufacturing's best kept secret." We aim to change that!
Our new Comprehensive Guide to Photo Etching covers all of this and more. Get your FREE download now:
